作为汽车制造线束加工过程中最关键性的工艺之一,压接工艺以连接端子挤压变形为前提,将连接端子与电线线路进行可靠连接。为确保压接质量的可靠性,需要确保一个基本条件,即连接端子挤压变形所致变形量应控制在合理范围内。这一变形量不但需要将对接端子控制在极限强度范围内且不发生断裂现象,同时还需要尽可能的控制连接端子与电线线路问的接触电阻水平。介于此,在汽车线束自动端子压接处理过程中,应当注重满足以下几个方面的性能要求。
第一,从电学性能上来看,汽车线束自动端子压接电学性能的核心要求体现在压接电阻值的上,即应通过测试电流循环水平的方式,将允许电阻最大值控制在0. 55mΩ范围内,的电压降值差值不得超过0. 33mΩ;
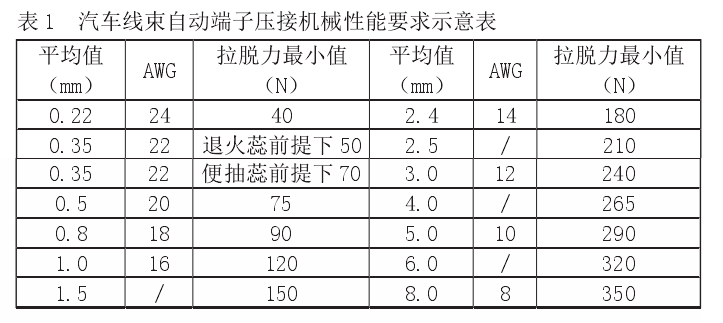
第二,从机械性能上来看,汽车线束自动端子压接机械性能的核心是对端子压线拉脱力的合理控制。按照100士25mm/min的标准进行拉力试验,要求端子压线拉脱力试验结果应符合如卜表(见表1)所示数据要求;
第三,从物理性能上来看,汽车线束自动端子压接过程中对物理性能的基本要求是:首先,汽车线束自动端子压接剖面应当对称且按翼封闭,所选用端子材料应当完整无裂纹或其他缺陷;其次,汽车线束自动端子压接过程中应使用专门的剥线工具,确保绝缘层切口平整,剥离彻底,且预防的导体扭曲问题的产生;
最后,汽车线束自动端子压接过程中,导体末端压接后必须伸出导体压接区前平面,允许最大值为1.0mm。
第二,从机械性能上来看,汽车线束自动端子压接机械性能的核心是对端子压线拉脱力的合理控制。按照100士25mm/min的标准进行拉力试验,要求端子压线拉脱力试验结果应符合如卜表(见表1)所示数据要求;
第三,从物理性能上来看,汽车线束自动端子压接过程中对物理性能的基本要求是:首先,汽车线束自动端子压接剖面应当对称且按翼封闭,所选用端子材料应当完整无裂纹或其他缺陷;其次,汽车线束自动端子压接过程中应使用专门的剥线工具,确保绝缘层切口平整,剥离彻底,且预防的导体扭曲问题的产生;
最后,汽车线束自动端子压接过程中,导体末端压接后必须伸出导体压接区前平面,允许最大值为1.0mm。
171 阅读